
新闻动态
您的位置: 网站首页 » 新闻动态阐述煤气柜柜顶整体电动葫芦提升过程控制措施
编辑:北京凌鹰
浏览:939
添加时间:2023-03-07 10:56:47
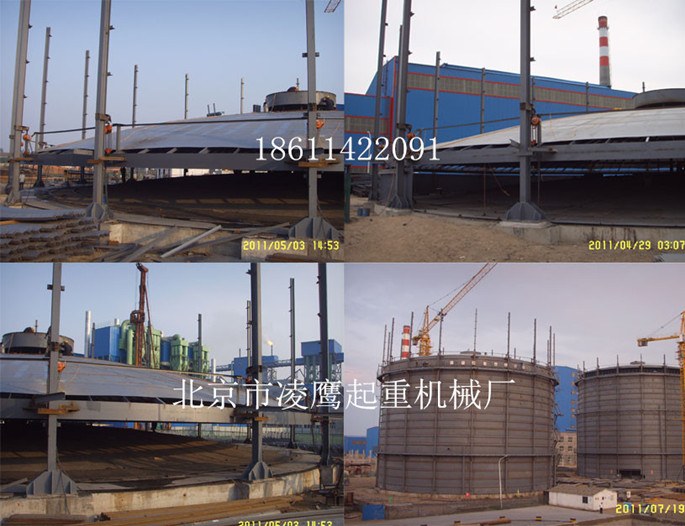
(1)同步措施。电动葫芦28个安装到位后进行空载调试,电机启动后让电动葫芦处于松卡状态即非工作状态,上升、下降3-4次检查电源控制柜的工作是否正常。若有不正常情况应当立即检查排除,保证28个电动葫芦同步提升或下降,如有不同步情况及时处理,直至都正常为止。
(2)姿态检测调整。用测量仪器检测各吊点的离地距离,计算出各吊点相对高差。通过电动葫芦提升系统设备调整各吊点高度,使提升单元达到设计姿态。
(3)整体同步提升。以调整后的各吊点高度为新的起始位置,在整体提升过程中,保持该姿态直至提升到侧板安装需要的位置。
(4)提升过程的微调。柜顶提升过程中水平偏差利用电动葫芦上部支撑牛腿顶面(28个支撑牛腿顶面必须在同一个标高点)作为基准点测量柜顶提升时的水平偏差,高差大于50mm时进行单个电动葫芦调整,使柜顶平整且保证每个电动葫芦均匀受力,调整完成后继续提升至安装位置。依此类推共进行49次提升。
(5)柜顶提升就位。提升到达设计位置,将柜顶与立柱连接板焊接,使提升单元结构与煤气柜体形成整体稳定的受力体系;拆除提升电动葫芦,直至28个电动葫芦完全松弛不再受力,从而完成柜体整体提升工作。
通过电动葫芦整体提升柜顶的施工方法,在施工过程中减少了大型吊机具的场地占用,有效提高了生产效率,一次送气投产成功,大大节约了成本,提升了施工技术水平。
上一条:焊罐电动葫芦用油罐焊接要点
下一条:焊罐电动葫芦吊装储罐壁板提升步骤
相关新闻:
- 焊罐电动葫芦提升注意事项
- 焊罐电动葫芦在起升过程中的5次检查
- 焊罐电动葫芦吊装储罐壁板提升步骤
- 焊罐电动葫芦用油罐焊接要点
- 焊罐电动葫芦在大型储罐中的主要施工操作要点
- 焊罐电动葫芦施工中的主要操作要点
- 焊罐电动葫芦群控倒装施工步骤
- 焊罐电动葫芦提升油罐的工艺流程
相关产品:

北京市凌鹰起重机械厂
地址:北京市昌平区东小口
销售热线:18611422090
公司传真:010-58043523

