
新闻动态
您的位置: 网站首页 » 新闻动态焊罐电动葫芦倒装法施工的结构简述及注意事项
罐壁内侧均布立柱,立柱数量、尺寸由计算得出,后面将给出计算过程,立柱距离壁的距离应以电动葫芦不碰包边角钢为准。立柱安装必须保证垂直,如何罐底接触有间隙,可垫博钢板找平,并焊接牢固。在立柱3/4高度位置安装两根斜撑。斜撑之间的夹角及斜撑与罐底的夹角均以45°为宜。电动葫芦安装于立柱上端吊耳上。待两带板安装完成、罐顶封天窗后,使用拉杆将相邻立柱,立柱与中心柱相连,此法使所有电动葫芦组成受力封闭的整体。
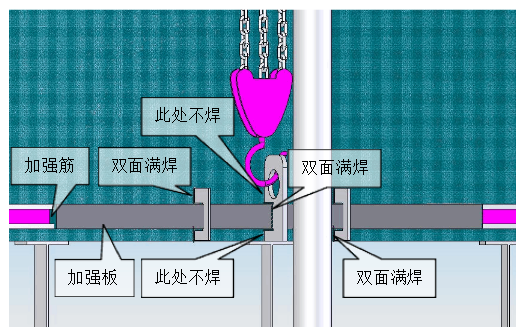
胀圈用槽钢滚弧制成,曲率半径与储罐内径相同。在电动葫芦正下方的胀圈上焊接吊耳。此处需特别注意,胀圈吊耳两侧各一米左右需采用加强筋与加强板加固(如图示)吊耳只与胀圈焊接,不得将吊耳与罐壁相焊,以免提升时电动葫芦的倾角拉力造成罐壁下侧向内受拉变形。胀圈与罐壁使用龙门卡具相连,龙门卡具的位置不得靠吊耳过近,太近容易造成罐壁受拉变形,也不得离吊耳过远,过远会造成胀圈受扭转力过大而变形。
焊罐电动葫芦倒装法施工注意事项:
提升前必须进行提升机试验,在空载状态下,启动集中控制开关。查看所有葫芦升降是否一致以及升降顺序是否与单个控制开关顺序相同。有无纽卡现象以及提升步调是否一致。进行全民检查后,确认正常即可以开始工作。
电动葫芦起升应同步进行,每提升1/3板高左右,应停下检查是否同步,上升受力是否均匀。如无不同步,受力不均情况,方可继续提升。如出现起升不同步、受力不均,则应分别单独控制调整滞后倒链,使其与其他倒链处于同等高度,同样受力状态,避免发生意外,调整好后即可再次同时提升,直至完成一带板的提升。
上一条:油罐焊接方法的对比分析
下一条:浅谈避免群吊电动葫芦安全问题的方法
相关新闻:
- 焊罐电动葫芦提升注意事项
- 焊罐电动葫芦在起升过程中的5次检查
- 焊罐电动葫芦吊装储罐壁板提升步骤
- 焊罐电动葫芦用油罐焊接要点
- 焊罐电动葫芦在大型储罐中的主要施工操作要点
- 焊罐电动葫芦施工中的主要操作要点
- 焊罐电动葫芦群控倒装施工步骤
- 焊罐电动葫芦提升油罐的工艺流程
相关产品:

北京市凌鹰起重机械厂
地址:北京市昌平区东小口
销售热线:18611422090
公司传真:010-58043523

